發布日期:2022-04-27 點擊率:160
柱塞泵高壓均質機是一種深加工設備, 這種功能主要靠高壓均質閥完成, 它的結構如圖 1 所示:由閥座、閥芯及碰撞環組成。
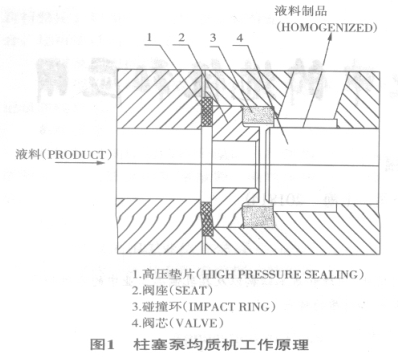
在圖 1 中可見到高壓液料進入閥座內腔時, 當它的壓力超過預先設定的高壓彈簧作用下形成的壓力, 閥芯向右移動,開啟閥芯和閥座, 之間形成一個很小的縫隙, 約 ≤0.4mm , 高壓液流以極高的線速度( 通常達到 200~300m/s ) , 通過這個縫隙時, 液料產生極大壓力降, 瞬間失壓, 膨脹、爆炸( 這個復雜過程稱空穴效應) , 由此產生高頻振動和湍流,形成強烈剪切效應和高速撞擊在碰撞環形成的碰撞效應等, 其中空穴效應起了主導作用,將存在液體中顆粒或油滴粉碎成很小的尺寸, 直徑 φ0.01~2μm , 平均 φ≤1μm , 而且獲得較理想的乳化液或勻漿液。這個過程, 實際上集中了超聲波均質機( 空穴效應) 、高速剪切機( 剪切效應) 、射流均質機( 碰撞效應) 等功能原理于一體, 由此可見, 它的功效遠遠超過了其他設備。它的產品保持原有活性、穩定性、混合性, 均質以后乳制品具有更好營養值、易吸收性、保質期、口味和色彩。所以一百余年來一直是國內外公認的一種高效、節能、可靠的超細粉碎、乳化勻漿設備。
一般均質機都具有二級均質閥。后面一級均質閥即第二級均質閥( 或稱低壓閥) , 它的功能主要給第一級高壓一個合適的背壓, 集中第一級能量, 使空穴效應發生在縫隙的最佳區域; 同時第一級均質后,可能因范得瓦爾斯引力作用下, 微粒發生聚合, 再次給予破碎, 料液得到進一步的乳化和勻漿。
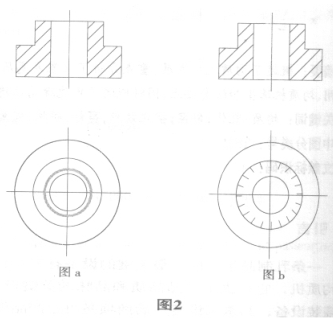
空穴效應發生區域取決于背壓大小, 閥的結構及液料的粘度大小。背壓太小, 空穴效應發生區域移向縫隙出口處, 可能造成空穴失控, 閥座的外緣容易崩塌損壞; 背壓增高, 空穴效應發生區域會移向縫隙進口處; 背壓過高, 還會引起空穴效應較少, 影響均質效果,且閥座孔內壁容易崩塌損壞。所以空穴效應必須也受控的。空穴效應發生時, 會產生局部高溫和高壓, 引起空穴氣融, 逐漸使均質機閥座和閥桿的工作端面變得粗糙, 根據這種粗糙情況, 可以判斷空穴效應是受控還是失控。受控良好的, 應在受蝕而變得粗糙端面上出現一個封閉圓環 ( 如圖 2a ) 。
如觀察到工作面上局部粗糙性是放射狀, 這意味空穴失控 ( 如圖 2b ) , 這時能量不能被全部利用。所以, 第一級均質閥后面再串聯第二級均質閥, 改變第二級均質閥縫隙大小可以改變第一級均質閥的背壓大小; 同時, 防止分散了顆粒重新聚合。
最佳背壓要通過實驗得到, 實踐中牛奶均質時最佳背壓不能大于均質壓力的 20% , 實際上由于牛奶生產管路相當復雜, 已形成相當的的背壓。這樣, 就無法獲得所需的較低背壓,甚至無法調低背壓, 所以,有些均質機只有一級均質閥, 它利用水力特性, 形成一定背壓。
由于第二級均質閥主要還是集中第一級能量,所以在結構上, 不裝碰撞環。如在生產實踐中,一般牛奶低壓取 2MPa 左右 ( 20Bar ) , 高壓取 16~18MPa( 160~180Bar ) , 酸奶低壓取 2~4MPa 左右( 20~40Bar ) ,高壓取 20~25MPa ( 200~250Bar ) , 原則上是為達到均質效果, 壓力取低值為宜。均質溫度對均質效果影響是很大的, 溫度高, 飽和蒸汽壓也高,均質時空穴效應容易形成, 為了提高均質效果, 在保證液體物料不變性的前提下, 適當提高均質溫度是有益的, 實際生產中牛奶均質溫度一般為50~70℃ ,50℃ 是牛奶有效均質的最低溫度。超過 70℃ 在設備中產生氣窩, 工作不正常, 壓力指針擺動大。溫度高一些可以促進脂肪球粉碎和分散效果更好, 但不利于熱穩定性。以上需要各地生產廠家在工藝師指導下經過實踐以取得最佳均質壓力數據。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


