發布日期:2022-10-11 點擊率:4395 品牌:組態王_Kingview
M7130平面磨床是用砂輪圓周進行磨削各種零件的平面的精密機床。它由床身、工作臺、電磁吸盤、立柱、砂輪箱、滑座等組成。其主運動是砂輪的旋轉運動,進給運動為工作臺在床身的縱向導軌上的往返移動、主軸在床身的橫向導軌上的移動。砂輪箱在立柱導軌上的升降為輔助運動。工作臺每完成一次縱向進給時,砂輪自動做一次橫向進給,當加工完整個平面后,砂輪由手動作垂直進給。
M7130型平面磨床的主運動采用三相籠型異步電動機M1拖動。液壓泵電動機M2通過液壓裝置實現工作臺的縱向往復運動和砂輪橫向進給運動。工作臺的縱向往復換向通過工作臺上的撞塊碰撞床身上的液壓換向手柄實現。此外,為減小工件在磨削加工中的熱變形,并沖走磨屑,以保證加工質量,采用切削液冷卻,由冷卻泵電動機M3拖動。
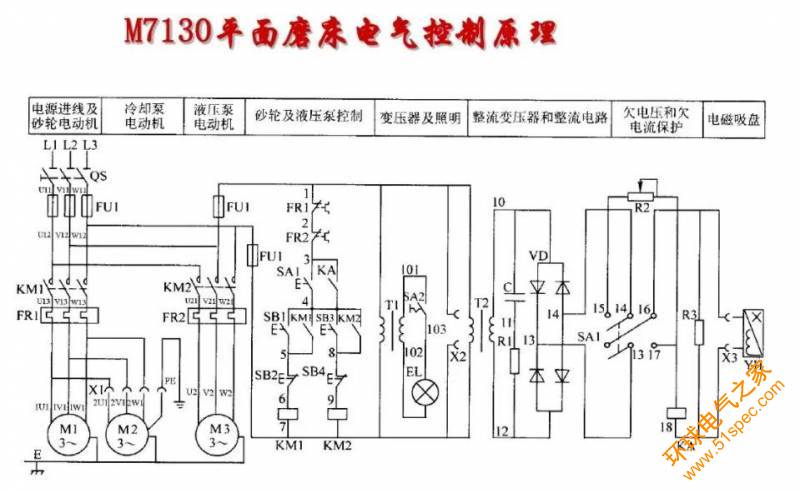
圖所示為M7130型平面磨床的電氣控制線路圖,其特點如下:
砂輪電動機、液壓泵電動機、冷卻泵電動機只要求單方向旋轉。因容量不大,都采用直接啟動。
冷卻泵電動機在砂輪電動機啟動運轉后才能啟動。
具有完善的保護環節:各電路的短路保護,砂輪電動機、液壓泵電動機的一般長期過載保護,電磁吸盤的欠電流保護,電磁吸盤斷開時產生高電壓而危及電路中其他電氣元件的保護,整流裝置的過電壓保護等。
為防止人身設備事故出現,在使用電磁吸盤的工作狀態時,保證電磁吸盤的吸力足夠大時,才能開動磨床的各臺電動機。不用電磁吸盤在調整磨床工作時,也能開動磨床各臺電動機。
具有電磁吸盤吸持工件、松開工件并使工件去磁的控制環節。
有必要的信號指示和局部照明。
一、主電路
由于砂輪不需要反轉,故主電動機M1只用一個接觸器KM1控制。工作臺的縱向往復換向是通過換向閥來實現的,故液壓泵電動機M2也無須反轉,由接觸器KM5控制。
二、控制電路
1、各電動機的運動
當SA1(3-4)合上或KA(3-4)閉合時,按下SB1,接觸器KM1得電并自鎖,砂輪電動機M1直接起動運行,M3是冷卻泵電動機,在M1起動后,經由三相插銷X1起動。
主電動機的起動必須在① 電磁吸盤YH工作,且欠電流繼電器KA通電吸合,常開觸頭KA(3-4)閉合,或② YH不工作,但轉換開關SA1置于“去磁”位置,觸頭SA1(3-4)閉合后方可進行。KA(3-4)為電磁吸盤的欠電流保護:為防止平面磨床在磨削過程中,電磁吸盤線圈電流過小或消失時,工件因失去足夠的吸力而被高速旋轉的砂輪碰飛,工件損壞,造成人身或設備事故;防止在開車前當工件放在電磁吸盤上,但SA1未扳在“上磁”位置或因電磁吸盤線圈斷線,雖然SA1扳在“上磁”位置,但因電磁吸盤線圈無電流,工件未被吸,工作臺被開動,工件甩出造成事故。觸頭SA1(3-4)的作用是:當電磁吸盤沒有上磁時,對砂輪或工作臺進行調整。
2、電磁吸盤上磁、去磁過程
(1)上磁 當SA1置于“上磁”位置時,電磁吸盤YH獲得110V的直流電壓,其極性19為正,16為負。因為欠電流繼電器KA線圈與YH串聯,若吸盤線圈電流足夠大,則KA(3-4)閉合,可按下SB1 、SB3起動M1、M2進行磨削加工。當工件加工完,按下SB2、SB4,M1、M2停轉。
(2)去磁 工件加工完,為便于從吸盤上取下工件,需對工件進行去磁。其方法是將SA1扳至“去磁”位置,此時YH通入反向電流,為限制并調節反向去磁電流的大小,達到既反向去磁又不致反向磁化的目的,在去磁回路中串入可變電阻R2。去磁結束時,將SA1扳到“斷電”位置,便可取下工件。若工件對去磁要求嚴格,在取下工件后,還要用交流去磁器進行處理。交流去磁器是平面磨床的一個附件,使用時,將交流去磁器插頭插在床身的插座X2上,再將工件放在去磁器上即可去磁。
3、保護環節
(1)電磁吸盤線圈的過電壓保護 電磁吸盤上磁時,正向電流大,儲有大量的磁場能量;電磁吸盤去磁時,反向電流小(防止反向磁化)。電磁吸盤從上磁到去磁,電流變化率大,感應電勢很高,如無放電回路,將使電磁吸盤線圈損壞,所以與電磁吸盤YH并聯R3,作為放電電阻。
(2)整流裝置的過電壓保護 整流變壓器T2的一次側產生的過電壓或直流側電路的通斷都會在T2的二次側產生浪涌電壓,損壞整流元件。為此,在T2的二次側并聯上R與C的串聯支路。因為電容電壓不能突變,所以當浪涌電壓到來時,電容C充電將尖峰電壓吸收。為防止C與T2二次側的電感L形成振蕩,與C串聯R。
M7130平面磨床是用砂輪圓周進行磨削各種零件的平面的精密機床。它由床身、工作臺、電磁吸盤、立柱、砂輪箱、滑座等組成。其主運動是砂輪的旋轉運動,進給運動為工作臺在床身的縱向導軌上的往返移動、主軸在床身的橫向導軌上的移動。砂輪箱在立柱導軌上的升降為輔助運動。工作臺每完成一次縱向進給時,砂輪自動做一次橫向進給,當加工完整個平面后,砂輪由手動作垂直進給。
M7130型平面磨床的主運動采用三相籠型異步電動機M1拖動。液壓泵電動機M2通過液壓裝置實現工作臺的縱向往復運動和砂輪橫向進給運動。工作臺的縱向往復換向通過工作臺上的撞塊碰撞床身上的液壓換向手柄實現。此外,為減小工件在磨削加工中的熱變形,并沖走磨屑,以保證加工質量,采用切削液冷卻,由冷卻泵電動機M3拖動。
圖所示為M7130型平面磨床的電氣控制線路圖,其特點如下:
砂輪電動機、液壓泵電動機、冷卻泵電動機只要求單方向旋轉。因容量不大,都采用直接啟動。
冷卻泵電動機在砂輪電動機啟動運轉后才能啟動。
具有完善的保護環節:各電路的短路保護,砂輪電動機、液壓泵電動機的一般長期過載保護,電磁吸盤的欠電流保護,電磁吸盤斷開時產生高電壓而危及電路中其他電氣元件的保護,整流裝置的過電壓保護等。
為防止人身設備事故出現,在使用電磁吸盤的工作狀態時,保證電磁吸盤的吸力足夠大時,才能開動磨床的各臺電動機。不用電磁吸盤在調整磨床工作時,也能開動磨床各臺電動機。
具有電磁吸盤吸持工件、松開工件并使工件去磁的控制環節。
有必要的信號指示和局部照明。
一、主電路
由于砂輪不需要反轉,故主電動機M1只用一個接觸器KM1控制。工作臺的縱向往復換向是通過換向閥來實現的,故液壓泵電動機M2也無須反轉,由接觸器KM5控制。
二、控制電路
1、各電動機的運動
當SA1(3-4)合上或KA(3-4)閉合時,按下SB1,接觸器KM1得電并自鎖,砂輪電動機M1直接起動運行,M3是冷卻泵電動機,在M1起動后,經由三相插銷X1起動。
主電動機的起動必須在① 電磁吸盤YH工作,且欠電流繼電器KA通電吸合,常開觸頭KA(3-4)閉合,或② YH不工作,但轉換開關SA1置于“去磁”位置,觸頭SA1(3-4)閉合后方可進行。KA(3-4)為電磁吸盤的欠電流保護:為防止平面磨床在磨削過程中,電磁吸盤線圈電流過小或消失時,工件因失去足夠的吸力而被高速旋轉的砂輪碰飛,工件損壞,造成人身或設備事故;防止在開車前當工件放在電磁吸盤上,但SA1未扳在“上磁”位置或因電磁吸盤線圈斷線,雖然SA1扳在“上磁”位置,但因電磁吸盤線圈無電流,工件未被吸,工作臺被開動,工件甩出造成事故。觸頭SA1(3-4)的作用是:當電磁吸盤沒有上磁時,對砂輪或工作臺進行調整。
2、電磁吸盤上磁、去磁過程
(1)上磁 當SA1置于“上磁”位置時,電磁吸盤YH獲得110V的直流電壓,其極性19為正,16為負。因為欠電流繼電器KA線圈與YH串聯,若吸盤線圈電流足夠大,則KA(3-4)閉合,可按下SB1 、SB3起動M1、M2進行磨削加工。當工件加工完,按下SB2、SB4,M1、M2停轉。
(2)去磁 工件加工完,為便于從吸盤上取下工件,需對工件進行去磁。其方法是將SA1扳至“去磁”位置,此時YH通入反向電流,為限制并調節反向去磁電流的大小,達到既反向去磁又不致反向磁化的目的,在去磁回路中串入可變電阻R2。去磁結束時,將SA1扳到“斷電”位置,便可取下工件。若工件對去磁要求嚴格,在取下工件后,還要用交流去磁器進行處理。交流去磁器是平面磨床的一個附件,使用時,將交流去磁器插頭插在床身的插座X2上,再將工件放在去磁器上即可去磁。
3、保護環節
(1)電磁吸盤線圈的過電壓保護 電磁吸盤上磁時,正向電流大,儲有大量的磁場能量;電磁吸盤去磁時,反向電流小(防止反向磁化)。電磁吸盤從上磁到去磁,電流變化率大,感應電勢很高,如無放電回路,將使電磁吸盤線圈損壞,所以與電磁吸盤YH并聯R3,作為放電電阻。
(2)整流裝置的過電壓保護 整流變壓器T2的一次側產生的過電壓或直流側電路的通斷都會在T2的二次側產生浪涌電壓,損壞整流元件。為此,在T2的二次側并聯上R與C的串聯支路。因為電容電壓不能突變,所以當浪涌電壓到來時,電容C充電將尖峰電壓吸收。為防止C與T2二次側的電感L形成振蕩,與C串聯R。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


